
EDP
E-Coat / EDP
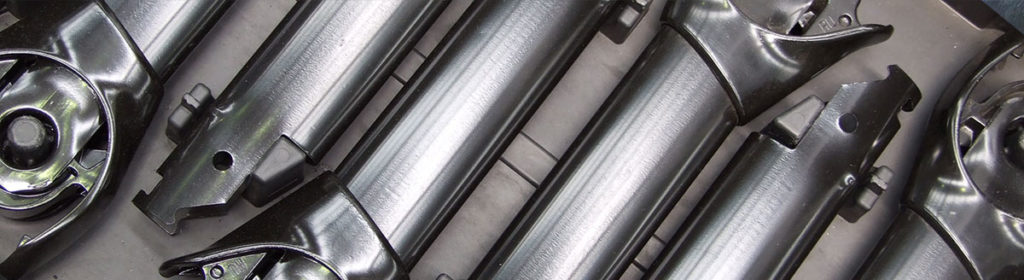
E-coating also known as EDP or Electrophoretic Deposited Paint is a Black semi-gloss paint
Key Benefits of E-coating
- High corrosion resistant Paint 840hours on NSS. Increases up to 2,000 hours when e-coat over zinc plating depending on zinc thickness.
- Capable of coating in deep recesses whilst maintaining uniform thickness.
- Excellent adhesion to the surface of the parts – will not chip or peel.
- Suited for application to wrought and cast steels/irons, zinc or aluminium die cast products, bronze-welded and zinc-coated steels.
This system is environmentally friendly, and this form of coating has enabled the automobile and outboard motor manufacturers of the world to give six-year corrosion warranties in worldwide markets under severe salted roads and saltwater environments.
PROPERTIES OF EDP COATING
- The paint formulation applied is the latest lead-free type “medium build” epoxy.
- The process, which is fully automated and PLC controlled, utilises 10 preparatory immersion steps including cleaning and fine grain zinc phosphating before the painting stage. Post painting, the coating is oven-cured at 175 C.
NOTES ON PART DESIGN
The design of parts should take metal finishing processes into consideration. Drainage is important and ensuring no air pockets.
Racking – appropriate racks are an important part of the process. Racks need to hold parts in the correct orientation and have solid contact for the e-coat process. Often, specific racks are required to be made to suit the parts and maximise load capacity.
Pre-pickling – parts that have rust, weld splatter or are oxygen cut normally require an acid pickling operation prior to e-coat. This will clean the surface of the part and allow for better adhesion of the paint to the surface.
Please call Precision Plating for more details on our Black E-coat paint for your parts.

Specific Details and COATING PROPERTIES
Hardness: Minimum scratch hardness- 4H pencil equivalent; high level of abrasion resistance in general usage
Colour and gloss: Black, semi-gloss maintained to approved standard limits.
Paint film build: 15 or 20-micron minimum up to 35-micron maximum (controllable)
Corrosion resistance: Per 5% Neutral Salt Spray Test to AS2331.3.1- 2001 (ASTM B117) for 20¼ m coat, 840hrs + to onset of red rusting or < 3mm corrosion undercut or loss of adhesion from the edge of pre-scribed X lines. Applied over zinc-plated steel, the corrosion resistance increases from 840 hrs to up to 2000 hrs depending on zinc thickness
Adhesion: As described by the above corrosion testing and also by a standard peel-off adhesive tape test where no square or part thereof of the paint coating shall be removed from a 10X10, 1mm scribed line grid. In practical service, the coating will not chip or peel away from a scratch Warm water immersion resistance: Nil degradation after 1000hrs at 50C
Temperature resistance: Nil degradation or loss of adhesion in air at temperatures of up to 140 C, either constant or cycling to room temperature
Chemical resistance: Resistant to mineral and vegetable oils, hydraulic fluids, glycols, gasoline, weak acids, and common organic solvents. Not resistant to warm caustic
Ultra violet radiation: Poor resistance to prolonged exposure – will degrade by slow colour fade and chalking. Where prolonged exposure is expected, this may be readily overcome by the application of a simple acrylic, enamel or powder topcoat
Lead-free: Precision utilise the latest generation lead-free paint formulation
Conformance to automotive company requirements: Meets a large range of automotive specifications for applications requiring under-body corrosion resistance to severe environments resistance to corrosion initiation by stone chipping (gravelometer tests), etc.: – e.g. TSH 2354G, GMW 14671, HN 2194, WSS-MSP 182, M64 J28, M2P 185
Environmental: ROHS compliant and listed with IMDS
Thread Friendly: With the controlled coating of 20 microns, nuts and bolts down to M3 size will easily thread together
